Resources
To view the files provided below you need to have Adobe Acrobat Reader installed on your computer. To install Acrobat Reader please visit the Adobe Web Site.

![]() Lime Preparation Plants Overview
Lime Preparation Plants Overview
![]() Flocculant & Reagent Systems Overview
Flocculant & Reagent Systems Overview ![]() Ball Charging Systems Overview
Ball Charging Systems Overview![]() TH Group
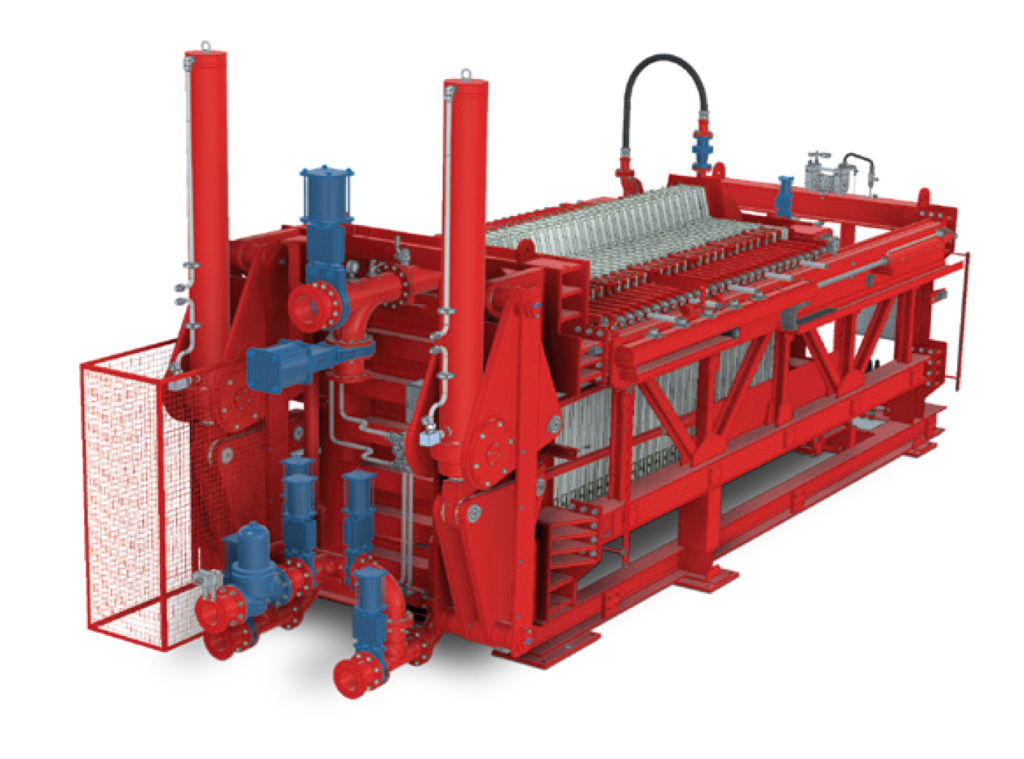
TH Group![]() APN Filter Press – TH Group
APN Filter Press – TH Group![]() APNH Filter Press – TH Group
APNH Filter Press – TH Group![]() EBBD Fliter Press – TH Group
EBBD Fliter Press – TH Group![]() ECLW Fliter Press – TH Group
ECLW Fliter Press – TH Group![]() DT Drip Tray – TH Group
DT Drip Tray – TH Group
![]() LPF – Copper Filter Cake Handling
LPF – Copper Filter Cake Handling![]() LPF – Two Identical D9, 46m Long
LPF – Two Identical D9, 46m Long![]() LPF – Swan Neck Configuration
LPF – Swan Neck Configuration ![]() LPF – Reduced Maintenance, Increased Safety
LPF – Reduced Maintenance, Increased Safety ![]() LPF – Reclaim Hopper for Iron Ore Tailings
LPF – Reclaim Hopper for Iron Ore Tailings![]() LPF – Retractable LPF for Filter Press Application
LPF – Retractable LPF for Filter Press Application![]() LPF – Widest on the Market
LPF – Widest on the Market![]() LPF – Ongoing LPFs to Africa
LPF – Ongoing LPFs to Africa![]() Belt Feeders – 12 Belt Feeders to Convey Filter Cake
Belt Feeders – 12 Belt Feeders to Convey Filter Cake
Latest News

TH Group Appoints Transmin
TH Appoints Transmin as Sales & Service Agent for Australia, Southeast Asia, Canada and the United States
TH is pleased to announce the appointment of Transmin as its new sales & service agent for Australia, Southeast Asia, Canada and the United States. Through this strategic partnership, Transmin will represent and promote TH’s advanced dewatering and filtration solutions for the mining industry, further strengthening the company’s presence in key mining markets worldwide.
In addition to its commercial responsibilities, Transmin will also manage TH’s spare parts warehouse in Perth, Australia, enhancing local support capabilities and ensuring faster access to critical components for mining operations across the region.
Established in 1987, Transmin is a leading provider of innovative equipment and engineering solutions for the mining and bulk materials handling industries. Headquartered in Perth, Western Australia, the company has built a strong reputation for delivering high-quality technologies and technical support to mining operations globally. With extensive experience across a wide range of commodities and processing applications, Transmin is well positioned to support customers throughout the regions covered by this agreement.
TH has been active in the global mining sector for more than 60 years, working alongside some of the industry’s leading companies, including Glencore, Anglo American, Lynas Corp, Tianqi Lithium and Alkhem. Throughout this time, TH has developed and supplied filtration and dewatering solutions for mineral concentrates, rare earths and tailings management projects in mining operations around the world.
The appointment of Transmin represents an important step in TH’s international growth strategy. By combining TH’s expertise in dewatering and filtration technologies with Transmin’s strong market presence and technical capabilities, both companies aim to deliver an enhanced level of service, responsiveness and value to mining customers across these strategic markets.
We look forward to a successful partnership and to continuing to support mining operations with innovative, reliable and efficient dewatering solutions.
About TH COMPANY
TH COMPANY is an international industrial company that helps its customers process natural resources efficiently through the design, building, sale and servicing of equipment and installations for fishing, mining and other industrial processes.
Choosing the Right Apron Feeder: A Practical Guide for Mining and Bulk Materials Operations
Apron feeders are key to some of the most demanding environments in mining and bulk materials handling, but selecting the right one requires more than a quick spec check. Get it right, and you have a piece of equipment that will perform consistently for years. Get it wrong, and you are looking at costly downtime, accelerated wear, and throughput bottlenecks you could have avoided.
This guide walks through the key considerations to help you make a well-informed decision.

What is an apron feeder?
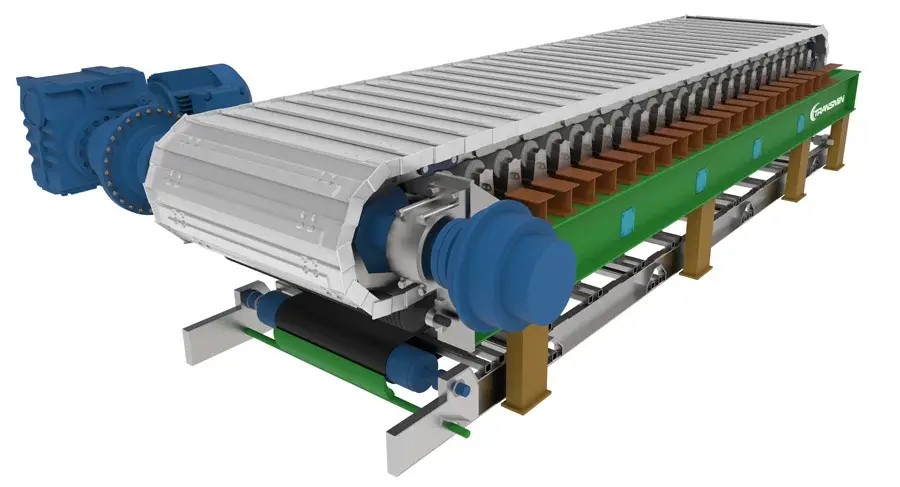
An apron feeder is a heavy-duty material handling machine that uses interlocking steel pans mounted on chains to form a continuous moving surface. This surface carries materials steadily from one point to another, without slipping or spilling, while distributing loads evenly across the structure.
Unlike conventional belt conveyors that degrade under sustained stress, apron feeders are built for conditions where standard equipment simply would not last. High temperatures, corrosive environments, continuous run-of-mine (ROM) duty, heavy and abrasive ores: these are the applications where an apron feeder proves its value. The steel pan design absorbs impact loads that would destroy a rubber belt, making the apron feeder conveyor the logical choice where material is being loaded directly from trucks, loaders, or hoppers at volume.
They are also highly versatile. Apron feeders serve as primary feeders beneath stockpiles and hoppers, as reclaim feeders, and as a controlled feed source to crushers, screens, and downstream conveyors.
Factors to consider when selecting an apron feeder
1. Material type and size
Your material is the starting point for every design decision. Free-flowing granular materials like gravel require relatively simple configurations, while high-density materials such as iron ore demand more powerful drive systems. For low-density materials, feeder speed needs careful calibration to hit the required tonnes per hour.
Moisture content affects flow behaviour significantly. Wet, sticky materials need self-cleaning features to prevent build-up, while very dry or fine materials introduce dust control requirements. Particle size and gradation round out the picture: oversized or irregular feed places different loads on the pans and chain, so understanding the full size range is essential before specifying equipment.
2. Capacity and throughput requirements
Define your normal and peak feed rates before selecting a drive system. Where throughput is consistent, a fixed-speed drive is straightforward and cost-effective. Where demand fluctuates, a variable speed drive gives you real-time control and protects downstream equipment from surge loading. Electric drives suit continuous-duty operations, while hydraulic drives handle high-torque starting conditions well. Transmin’s apron feeders are available with optional hydraulic drive for demanding applications.
3. Feeding and discharging conditions
The hopper shear length, the opening dimension directly above the feeder, is one of the most important sizing parameters and directly influences drive system selection. The loading method matters too: impact loads from trucks or loaders must be accounted for in the feed inlet design to prevent premature wear.
On the discharge side, feeding into a crusher requires careful attention to chute design and feed rate control, while discharging onto a downstream apron feeder conveyor introduces belt speed and trajectory considerations.
4. Operating angle
Steeper angles suit free-flowing materials, while wet or viscous materials need a shallower incline to maintain consistent flow. If your application requires a horizontal-to-inclined transition within a single machine, Transmin’s Low Profile Feeder (LPF) is designed for exactly that.
5. Site and environmental conditions
High-temperature applications such as molten slag transport require heat-resistant construction throughout, making an all-steel apron feeder the only practical option. Cold environments may need insulation provisions. Site altitude affects motor cooling, so electrical specifications must be confirmed against local conditions, and physical space constraints should be established early to avoid costly design changes later.
6. Customisation and design options
No two sites are identical. Belt widths, pan configurations, drive arrangements, and ancillary equipment such as dribble conveyors can all be tailored to your application. Transmin’s apron feeders are custom designed with belt widths up to 3 metres. For applications needing an ultra-low profile or a combined feeder-conveyor solution, the Low Profile Feeder extends the range further, with belt widths up to 4 metres and throughput of 6,000 tph and above.
Getting the right equipment for your application
Selecting the right apron feeder is a technical decision with long-term operational consequences. The factors above do not exist in isolation: material characteristics, throughput requirements, site conditions, and discharge arrangements all interact, and a change in any one of them can influence the others.
Transmin’s engineering team has over 35 years of experience specifying and supplying feeders for the full range of bulk materials handling applications, from heavy-duty ROM operations in the Pilbara to challenging process environments worldwide. Our team can help you work through the variables and identify the best solution.
Get in touch with us to discuss your application and find the right feeder for your operation.

Case Study: Transmin ConveyorPro
Project Overview:
Transmin has worked with this Western Australian contracting business (‘the client’) for a number of years, supporting them in successfully delivering their services to end users. For this specific engagement, we designed, manufactured, and supplied complete conveyor components to support their customer’s completion of their Engineering, Procurement and Construction (EPC) contract in the Goldfields-Esperance region.

The Challenge:
The client’s customer needed application-specific conveyor components for their regional EPC project. Having already sold numerous capital items to the client and the project, Transmin became an obvious choice. On top of our quality service, we were able to offer convenience to the client by enabling them to procure a wide range of goods through the one trusted supplier.
The Solution:
Working closely with our Business Develop Manager for Conveyors and our dedicated Conveyor Engineer, we were able to identify and supply the best possible idlers, pulleys and belts for the project. As a distributor of Martin Engineering products, we were also able to provide custom-designed impact beds to suit specific application requirements.

The Challenge:
The client’s customer needed application-specific conveyor components for their regional EPC project. Having already sold numerous capital items to the client and the project, Transmin became an obvious choice. On top of our quality service, we were able to offer convenience to the client by enabling them to procure a wide range of goods through the one trusted supplier.
The Solution:
Working closely with our Business Develop Manager for Conveyors and our dedicated Conveyor Engineer, we were able to identify and supply the best possible idlers, pulleys and belts for the project. As a distributor of Martin Engineering products, we were also able to provide custom-designed impact beds to suit specific application requirements.

The Elements Of An Effective Conveyor Guarding Systems
Conveyor systems feature numerous moving parts, including belts, pulleys, and rollers. Coming into contact with these parts can lead to severe injury. In fact, without a physical barrier, personnel are at risk of entanglement, crushing, amputation, and electrical shock.
That’s why having an effective conveyor guarding system is so important.
What is conveyor guarding?
Conveyor guarding is a key safety measure to ensure safe operation and maintenance of conveyor equipment in industrial environments. By installing protective barriers, covers, and devices around your conveyor system, you’re minimising the risk of injury in the workplace and protecting the people who operate and maintain your system.
Essential conveyor guarding components
Protects workers from moving parts
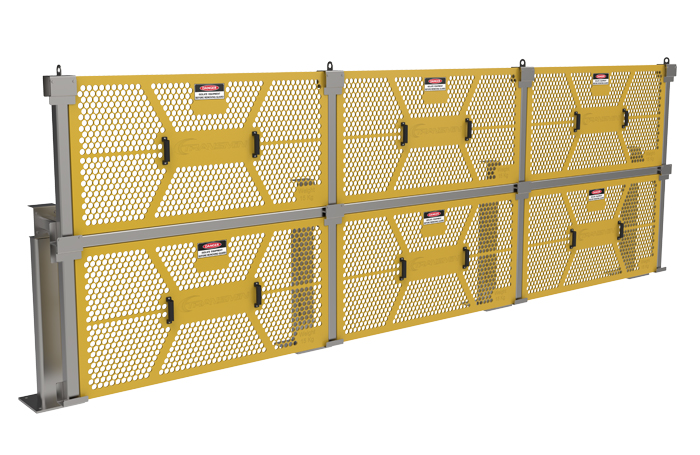
To ensure staff safety, it’s vital to install fixed belt conveyor guarding that acts as a solid barrier between people and machinery. Where pulleys and rotating components are exposed, fencing should also be installed to isolate these hazards and prevent accidental contact. This simple measure greatly reduces the risk of entanglement and other serious injuries.
Where powered conveyors transfer goods to idle rollers, pop-out rollers should be installed. These mitigate against trapping hazards by releasing under pressure, preventing crush injuries in transfer zones. Additionally, any crossovers should be equipped with stairs and sturdy handrails, giving workers a safe way to pass over conveyors without stepping onto or across the moving system.
Complies with safety standards and regulations
Conveyor guarding requirements are outlined in AS/NZS 4024.3610, the primary standard governing the safe design, installation, and maintenance of all conveyor systems. Depending on the type of system, this may be applied alongside other conveyor guarding standards, including AS 4024.3611 (belt conveyors for bulk material handling) and AS 4024.3614(mobile and transportable conveyors). Together, these form part of the AS 4024.1 Safety of Machinery series, which aims to minimise health and safety risks throughout a conveyor’s lifecycle, whether installed above or below ground.
Compliance with these standards also supports obligations under Work Health and Safety (WHS) regulations, which require employers to identify and control hazards to protect workers and others in the workplace. Regular inspection, proper guarding, and adherence to AS/NZS guidelines ensure conveyors remain both safe and compliant.
Provides easy access for maintenance without compromising safety
Safe access for maintenance teams can be achieved through thoughtful design and proper safety integration. While fixed guards are always preferable, interlocked guardsare an effective alternative that allows access for maintenance personnel while maintaining safety.
Conveyors should also feature emergency stop controls positioned within easy reach along maintenance areas, enabling quick shutdowns if needed. Where possible, design the system with maintenance in mind, such as including hinged or removable guards, slide-out components, and remote lubrication points. This approach allows technicians to perform essential work efficiently without compromising safety or compliance.
Uses durable materials suited for the environment
In mining and other heavy-duty industrial environments, conveyor guarding systems must withstand harsh operating conditions. Common durable materials include:
- UHMWPE (Ultra-high-molecular-weight polyethylene)
- Stainless steel 316
- Galvanised steel
By combining these materials strategically, you can maximise the lifespan and reliability of your conveyor guarding infrastructure.
Conveyor guarding with Transmin ConveyorPro
Transmin ConveyorPro is a global provider of GuardLitePro, a lightweight, high-performance UHMWPE guarding solution. GuardLitePro is designed to fit a wide range of conveyors, from heavy-duty mining to mineral processing applications.Want to learn more about our conveyor guarding solutions? Get in touch today, and our experienced team will help you find the right fit for your needs.

Heavy-duty Rockbreaking Solutions Explained
In mining and mineral processing operations, it’s common to encounter rocks that cannot be processed directly by crushers or other material-handling equipment.
That’s why heavy-duty rockbreakers are an invaluable piece of equipment in situations where extremely tough rock must be fragmented efficiently and safely.
In this blog, we examine different types of rockbreaking solutions and their applications.
What is heavy-duty rockbreaker?
Rockbreakers generally consist of three key components:
- A hydraulic hammer that breaks the rock
- A boom that positions the hammer
- A hydraulic power system that ensures a sufficient and consistent level of force
These components work in concert to repeatedly strike rocks until they fracture into smaller pieces, thus carrying out the rock-breaker function.

BoomerHD rockbreaker solutions
Protects workers from moving parts
Drawing on years of design refinement and experience in some of the world’s largest grizzly and gyratory crusher applications, Transmin has continued to advance its rockbreaking technology.
The latest BoomerHD series is engineered for large-scale mining and minerals processing operations. Designed to deliver greater strength, faster operation, and improved durability, these rockbreakers also offer longer maintenance intervals and lower overall life cycle costs, reflecting Transmin’s ongoing commitment to practical, high-performance design.
The series is made up of three models: the 100, 130, and 160 Series. All models include the following features:
- Heavy-duty cylinders suited to the toughest conditions
- Taper lock bush assembly mechanical locking system
- Optional RockLogic remote control for ease of use
- Proven components that align with industry standards
100 Series BoomerHD rockbreakers
Key Specifications
- Vertical reach: up to 6.9m
- Horizontal reach: up to 10.6m
- Rock UCS: 60–320MPa
Applications
The BoomerHD 100 Series is designed for medium-to-large-scale mining and minerals processing operations, particularly at grizzly and gyratory crusher stations. Its compact design, high tensile strength, and controlled hydraulic performance make it ideal for installations where space is limited but reliability and precision are crucial.
130 Series BoomerHD rockbreakers
Key Specifications
- Vertical reach: up to 8.7m
- Horizontal reach: up to 13.8m
- Rock UCS: 100–320MPa
Applications
The BoomerHD 130 Series is engineered for heavy-duty mining operations requiring greater reach and impact capability. It’s well-suited for large crusher stations and high-throughput material handling zones, where it provides extended coverage and higher hydraulic pressures for improved breaking efficiency.
160 Series BoomerHD rockbreakers
Key Specifications
- Vertical reach: up to 11.8m
- Horizontal reach: up to 17.5m
- Rock UCS: 160–320MPa Plus
Applications
The BoomerHD 160 Series is Transmin’s largest and most powerful rockbreaker, purpose-built for ultra-heavy-duty mining and minerals processing environments. With its twin-drive hydraulic system and exceptional reach, it is capable of breaking extremely hard rock efficiently in large fixed plant installations and continuous operations.
Optional additional BoomerHD features
The following optional features can be added to all BoomerHD Series models:
- Quickhitch attachment
- Grapples
- Water cannon and scraper
Leading rock breaker supplier
Rockbreakers are crucial for preventing crusher blockages, maintaining a continuous flow of material, and improving site safety.
Our BoomerHD range covers the full spectrum of rockbreaking applications. Consult with our experienced team to determine which model best suits your needs.

Conveyor Belt Maintenance and Cleaning For Peak Performance
Conveyor belts are essential to the resources and bulk materials handling industries, ensuring the smooth flow of materials and products. They can withstand the rigours of moving thousands of tons of rock, sand, gravel, and aggregate to their final destination. Like all complex machinery and equipment, conveyor belts require ongoing care to maintain their lifespan and ensure peak performance.
In this article, we explain how to maintain and clean conveyor belts to keep them moving materials efficiently for as long as possible.
The importance of conveyor belt cleaning
Robust conveyor belt systems play an important role in production efficiency, and their longevity. can directly affect your bottom line. Considering that this equipment is exposed to harsh conditions and challenging materials, it’s essential that it is properly taken care of. With proactive maintenance and regular cleaning, you can ensure a longer life for your conveyor belts, reducing downtime and enhancing operational efficiency.
How to clean and maintain conveyor belts
Regular inspection and conveyor system maintenance
Identifying issues early is the key to extending the lifespan of your conveyor belts. Regular maintenance helps prevent further damage and costly downtime by addressing problems promptly.
Start with routine inspections, including visual checks for:
- Belt wear or damage, such as fraying, tearing, or abrasion
- Misaligned or improperly tensioned belts
- Signs of damage on pulleys, rollers, and bearings
- Damage or lubrication issues on drive components
Beyond inspections, maintenance should include greasing roller bearings, removing dirt and debris, and always tagging and locking out conveyors before work begins. Finally, communicate with workers to capture any operational issues they’ve noticed, supporting both conveyor longevity and safety.
Implementing effective conveyor belt cleaning practices
Dirt, debris, and spilled materials are some of the most common causes of premature conveyor belt wear. When left unchecked, these materials can build up along the belt surface, get caught in rollers, or even embed into the belt itself, leading to abrasive wear and costly damage over time. Regular cleaning should be scheduled as part of your overall maintenance plan, with the frequency tailored to how heavily your conveyor is used and the type of material it transports. For example, belts that handle fine powders or sticky substances may require more frequent cleaning than those moving dry, solid products.
It’s also essential to use cleaning methods and products suited to your specific belt type, as harsh chemicals or improper tools can cause unnecessary damage. In addition to extending the lifespan of the belt, keeping the system clean improves efficiency, reduces the risk of product. contamination, and creates a safer working environment.
Conveyor belt scraper and cleaners
Keeping your conveyor belts clean is essential for safety, efficiency, and belt longevity. ConveyorPro offers a range of belt cleaners, including primary and secondary scrapers, suitable for a variety of applications. Our scrapers are spring-tensioned for optimal belt contact and cleaning performance, and feature universal mounting plates for easy installation on chutes or open-head conveyors. With options designed for both local and international standards, you can select the solution that fits your system’s needs.Browse our extensive range of Conveyro Pro belt cleaners or contact us to find the right belt cleaner for your needs.

Choosing the Right Conveyor Belt Accessories
The process of moving bulk materials involves a range of systems that are essential for long-term performance and reliability. The conveyor belt is a crucial component, however, the accessories that make up the complete system are equally important.
Your conveyor belt system should help you operate at peak efficiency with minimal downtime and maintenance issues. If you’re experiencing constraints with your current setup, the solution is often not a complete overhaul but simply adding the right accessories that can make a significant difference.
This article will guide you in selecting the right conveyor belt accessories for your needs, highlighting their benefits and key application areas.
The importance of conveyor belt accessories
Conveyor belt accessories play a vital role in preventing common issues and ensuring smooth operation across your material handling system. When properly selected and applied, they help reduce downtime caused by belt slippage, misalignment or product buildup. They also minimise maintenance requirements, saving both time and money, while extending the life of your conveyor belt and associated components. In addition, the right accessories enhance operator safety by reducing potential hazards and support productivity through a smooth and consistent flow of materials.
Accessories may seem like small components within a larger system, but their impact on reliability, safety and lifecycle costs is significant.
Types of conveyor belt accessories
- Belt Skivers: Tools used to remove the top cover of a conveyor belt to prepare it for mechanical fasteners or splicing.
- Belt Clamps: Temporary fixtures used to securely hold a conveyor belt in place during installation, maintenance or repair.
- Belt Lifts: Devices designed to safely raise and support a conveyor belt to allow access to rollers or other components underneath.
- Splicing Compounds: Specialised bonding materials used to join conveyor belt ends together to form a strong, durable splice.
- Belt Cutters: Tools designed to cut conveyor belts cleanly and accurately to the required length or for repair preparation.
- Belt Fasteners: Mechanical joining systems used to connect the ends of a conveyor belt and create a continuous loop
How to choose conveyor belt accessories
When selecting conveyor belt accessories, consider several key factors to ensure your system delivers the best performance and long-term reliability. These include:
- Material type: Heavy and abrasive materials have different equipment requirements from wet and sticky materials. The characteristics of the material you are conveying should be considered so you can find the right solution to manage wear, build-up and flow.
- Operating Environment: Conditions such as temperature, moisture and chemical exposure can affect the performance and longevity of accessories, so materials and designs should be chosen accordingly.
- Performance and Durability Requirements: Consider how much throughput, speed and duty your system needs to handle. Higher demands require more robust accessory options that can withstand extended use.
- Safety Considerations: Accessories should support safe operation and maintenance, complementing safety systems such as guarding to reduce personnel risk.
Taking these factors into account can help you select the right accessories to keep your system operating efficiently, reliably and safely.
Transmin ConveyorPro accessories
Transmin ConveyorPro offers a wide range of belting accessories in various shapes and sizes, all designed to help your conveyor belt move product smoothly and efficiently from one point to the next. With ongoing technical support to ensure the right product selection and a broad range of accessory options tailored to your requirements, Transmin stands out among leading conveyor belt accessories suppliers
Reach out to the Transmin team to find the ideal accessories for your conveyor system and maximise performance, reliability and uptime.

How Aftermarket Servicing Extends the Life of Your Equipment
Your heavy equipment represents a significant investment in your business and operational efficiency. With the right maintenance approach and aftermarket servicing, you can protect that investment, reduce operating costs, avoid unexpected breakdowns, and improve overall site productivity and safety.
In this article, we explain the different benefits and ways that aftermarket servicing can extend equipment lifecycles.

What is aftermarket servicing?
Aftermarket servicing refers to the maintenance, repairs, parts replacement, troubleshooting and lifecycle support provided after original equipment purchase and installation. It often includes scheduled maintenance, remote diagnostics, on-site inspections, refurbishment and access to specialised parts. A comprehensive aftermarket service capability supports equipment throughout its lifecycle, from commissioning through ongoing operation and eventual overhaul or replacement.
Key benefits of aftermarket serving
1. Extended equipment lifespan
Regular preventive maintenance and servicing are among the most reliable ways to extend the life of your machinery. Heavy industrial equipment that operates in harsh environments is especially susceptible to wear and tear. Without systematic care, minor issues can escalate into major breakdowns that significantly shorten service life.
In contrast, structured aftermarket servicing ensures components are inspected, lubricated, adjusted and replaced as necessary. This proactive approach helps avoid catastrophic failures and keeps equipment operating closer to its optimal performance thresholds.
2. Cost efficiency
It may seem counterintuitive, but investing in regular aftermarket servicing reduces long-term costs. Reactive repairs and unplanned downtime often lead to expensive emergency call-outs, lost productivity and secondary damage to surrounding components. Preventive servicing allows issues to be identified and resolved before they escalate into major failures. It enables maintenance to be scheduled during planned shutdowns rather than urgent stoppages, improving cost predictability and minimising disruption to operations. Over time, this structured approach maximises return on investment by keeping equipment running longer and more consistently while lowering overall lifecycle expenditure.
3. Optimised performance
Maintenance is not only about preventing breakdowns. Aftermarket servicing also ensures equipment continues to operate at peak efficiency throughout its lifecycle. Regular inspections, calibration, component adjustments and timely parts replacement help machinery perform closer to its original design specifications.
When equipment is maintained correctly, it runs more smoothly, consumes energy more efficiently and delivers more consistent output. This reduces strain on critical components and lowers the likelihood of performance-related faults. Optimised performance also supports safer operating conditions and maintains equipment that is less prone to sudden failure or unpredictable behaviour. Over time, this consistent operational reliability contributes to higher site productivity and improved overall performance.
Choosing the right aftermarket service provider
Not all service providers are equal. When selecting a partner to support your equipment, consider:
- Lifecycle experience: Look for a provider with experience supporting equipment end-to-end, from commissioning to decommissioning.
- Parts availability: Fast access to genuine and suitable replacement parts can dramatically reduce downtime and prevent secondary failure.
- Remote support capabilities: Providers that offer remote diagnostics and virtual assistance can resolve issues faster and reduce travel costs.
- Track record in your industry: Choose a service partner familiar with the demands of your operational environment and the specific equipment brands you rely on.
Keep your equipment reliable, your operations productive, and your costs predictable. Choose Transmin as your aftermarket service partner who understands your machines and your business.

Understanding Lime Preparation Plants and Their Benefits
Lime in its various forms plays a vital role in ore processing, environmental management, and operational safety.
Without it, mining operations would face unstable pH levels, reduced mineral recovery, accelerated equipment corrosion, and greater environmental risk.
That’s why lime preparation plants are so important. These facilities handle, store, and process lime products to ensure they are safely and efficiently converted into usable forms for pH control, neutralisation, and other chemical processes.
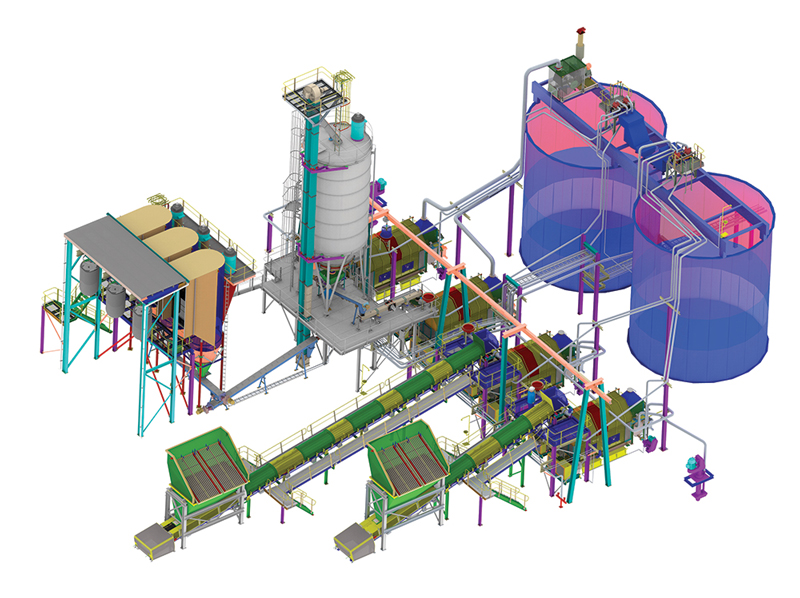
What are lime preparation plants?
A lime preparation plant (also known as a lime processing plant) is designed to manage the full lime production process, from receiving raw lime to preparing consistent, controlled mixtures for use in downstream processes. Depending on the application, systems can range from simple hydrated lime mixing setups to fully integrated quicklime slaking plants with control and storage systems.
Hydrated lime mixing facilities
These facilities support the hydrated lime production process and provide a straightforward and cost-effective method for producing lime slurries. Hydrated lime mixing facilities typically receive lime via pressurised tankers or bulk bags and use accurate dosing equipment to mix lime with water in controlled proportions. The result is a consistent slurry that can be readily used across industrial processes such as water treatment or mineral recovery.
Full lime slaking plants
Full lime slaking plants are used where higher lime throughput or continuous production is required. Quicklime is received in bulk, stored in silos, and fed automatically into ball mills where it is combined with water under precise conditions. This produces milk of lime (MOL), a slurry that can be stored, agitated, and distributed as needed. Closed or open-loop grinding configurations may be used depending on site requirements, and automated controls maintain optimal reaction temperatures and feed rates for efficient slaking.
Other applications
Lime preparation plants can be adapted for a variety of uses beyond traditional slaking or mixing, including:
- Flue Gas Desulphurisation (FGD) systems
- pH control in heap leaching and mill feed operations
- Water and wastewater treatment
- Limestone grinding, feeding, and blending systems
Benefits of lime preparation plants
Improved process efficiency
Modern lime preparation systems are designed to optimise every stage of the process, from storage to slaking. Automated control systems, roller-mounted ball mills, and precise dosing mechanisms improve the consistency of the milk of lime produced, reduce waste, and maximise utilisation of raw materials.
Streamlined receival
Plants can accept lime from a range of delivery methods (e.g., bulk bags, pressurised vehicles, or hoppers), allowing flexible integration into existing operations. This versatility helps reduce manual handling and improves efficiency in plant logistics.
Optimised storage
Storage systems are tailored to site needs, often using single or multiple silos with automated transfer systems. Properly designed storage helps maintain product quality and ensures a reliable supply of lime for continuous production.
Dust control via wetting
Pre-wetting units play a key role in controlling dust and improving the efficiency of the slaking process. By adding moisture before grinding or mixing, these systems enhance safety and promote a cleaner working environment.
Integrated limestone handling
Dedicated limestone grinding systems can be incorporated within a lime preparation plant, allowing operations to manage both raw limestone and processed lime products on site. This integration supports flexibility in production and greater control over raw material use.
Consistent milk of lime quality
Milk of lime storage tanks are equipped with agitation, level control, and monitoring systems to maintain a consistent slurry. These tanks can be constructed on-site or delivered as prefabricated units, depending on project requirements.
Reduced maintenance
Design simplicity and robust engineering reduce the need for frequent maintenance. Components such as roller-mounted ball mills and trunnion-drive systems are built for reliability and ease of servicing, helping minimise operational downtime.
Safety and reliability
Enclosed transfer systems, dust suppression equipment, and fume extraction scrubbers all contribute to a safer working environment. Automated process control limits manual intervention, reducing operator exposure to caustic materials while ensuring consistent plant performance.
Flexible applications
Lime preparation plants can be customised to suit various industry needs, from small-scale water treatment systems to large-scale mining operations. Their modular design enables easy adaptation to various materials, capacities, and environmental standards.
Transmin lime preparation plants
Lime preparation plants are essential for industries that rely on consistent and efficient lime processing.
At Transmin, we offer comprehensive, turnkey lime preparation and processing solutions tailored to your specific needs.

Transmin voted Medium Business of the Year
Transmin won the Medium Business of the Year category at Business News’s inaugural RISE Business Awards last night. A well-deserved recognition as one of WA’s top businesses that has risen to the challenges in these unprecedented times during 2020.
Congratulations to our team!

Terms & Conditions