Heavy-Duty Industrial Screw Feeder Applications
Moving bulk materials from one point to the next is a challenge that varies enormously depending on what you are handling. Some materials are free-flowing and predictable; others are abrasive, corrosive, sticky, or subject to extreme temperatures. A screw feeder addresses these challenges with a simple, enclosed design that delivers controlled, metered flow across a wide range of industrial applications.
This article unpacks the key advantages of screw feeders, the applications they serve, and the range of bulk materials they handle effectively.

Moving bulk materials from one point to the next is a challenge that varies enormously depending on what you are handling. Some materials are free-flowing and predictable; others are abrasive, corrosive, sticky, or subject to extreme temperatures. A screw feeder addresses these challenges with a simple, enclosed design that delivers controlled, metered flow across a wide range of industrial applications.
This article unpacks the key advantages of screw feeders, the applications they serve, and the range of bulk materials they handle effectively.
Advantages of Screw Feeders
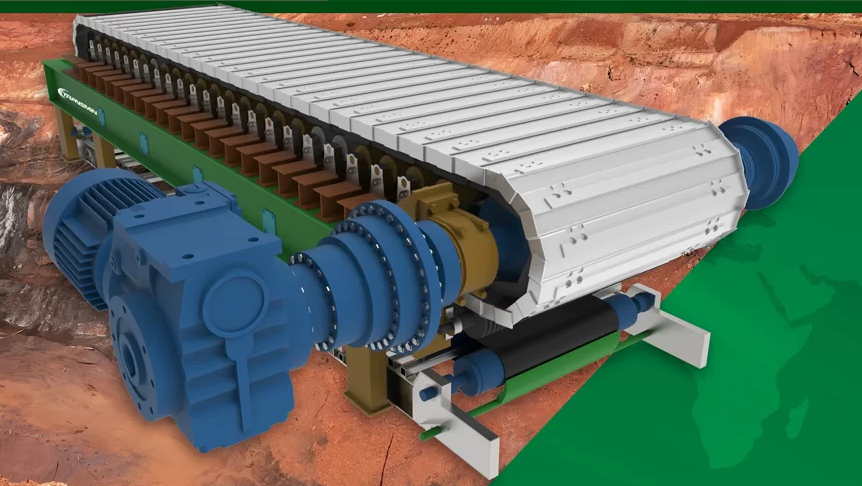
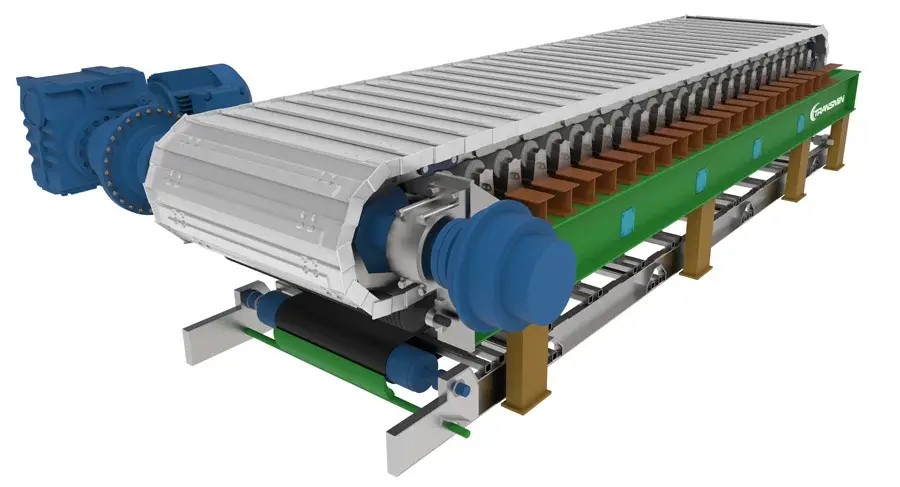
The screw feeder is one of the most versatile pieces of equipment in bulk materials handling. Its core design — a rotating helical screw within an enclosed trough or tube — moves material at a controlled rate, making it suited to applications where precision, containment, and reliability matter.
1. Compact and Space-Efficient
Screw feeders occupy a relatively small footprint compared to other conveying systems. This makes them well-suited to process plants, refineries, and industrial facilities where space is at a premium. Vertical screw feeders take this further, moving material upwards in a tight footprint with easy access for maintenance.
2. Precise Material Metering
One of the most valuable features of a screw feeder is its ability to meter material at a controlled, consistent rate. By adjusting drive speed, operators can set precise feed rates to reduce surge loading, improve process efficiency, and protect downstream equipment from overloading.
3. Enclosed Design for Dust and Spillage Control
Unlike open transfer systems, a screw feeder operates within an enclosed trough or tube. This contains dust, minimises spillage, and improves housekeeping around processing areas. For industries handling fine powders or environmentally sensitive materials, enclosed conveying can improve both operational cleanliness and workplace safety.
4. Suited to Difficult Materials
Screw feeders are capable of handling a wide variety of bulk materials, including powders, granules, sand, cement, lime, mineral concentrates, aggregates, and industrial waste products. Different screw designs can be tailored to suit varying material characteristics, including abrasive, sticky, or high-moisture products.
Screw Feeder Applications
Transmin’s heavy-duty screw feeder systems are used across industries where controlled material transfer and reliable throughput are non-negotiable.
1. Mining and Minerals Processing
Mining operations commonly use screw feeders to transfer fine ores, concentrates, reagents, and processed minerals between equipment stages. In these environments, screw feeders help maintain controlled flow into conveyors, mixing systems, processing equipment, storage silos, and packaging systems. Their enclosed operation also helps reduce dust generation when handling dry or fine mineral products.
2. Cement and Quarry Operations
Cement plants and quarry operations rely on screw feeders for handling powdered and granular materials such as cement, fly ash, lime, and aggregates. The consistent feed control provided by a screw feeder supports stable batching and mixing processes while reducing material waste.
3. Industrial Processing Plants
Screw feeders are widely used in chemical, fertiliser, food processing, and manufacturing operations where materials need to be transferred safely and consistently. Depending on the application, systems can be designed for metered feeding, variable throughput, high-temperature materials, corrosive products, or hygienic processing environments.
4. Waste and Recycling Applications
In waste handling operations, screw feeders assist with moving sludge, ash, biomass, recycled materials, and industrial by-products through processing systems. The enclosed design contains odours, dust, and contaminants at the source, reducing the risk of cross-contamination and keeping processing areas compliant with environmental and safety requirements.
Screw Feeder Bulk Materials Handling
A well-specified screw feeder handles a wide variety of bulk materials reliably. The following are among the most common materials Transmin’s screw feeders are specified for:
- Lime and quicklime: used extensively in mining, minerals processing, acid neutralisation, and wastewater treatment. Transmin has supplied screw feeders for quicklime applications across a number of Western Australian processing facilities.
- Ores and minerals: including iron ore, copper ore, nickel, and similar high-density materials that require robust construction and wear-resistant components.
- Cement and powder concentrates: dry, fine materials where the enclosed design of a screw feeder is essential for dust control and accurate dosing.
- Grain: free-flowing agricultural products that benefit from the gentle, consistent handling a screw feeder provides.
- Corrosive and high-temperature materials: applications involving extreme conditions, including pressure or vacuum environments, are handled with stainless steel construction and appropriate sealing arrangements.
For operations integrating multiple conveying technologies, Transmin also supports broader bulk materials handling solutions across mining and industrial processing environments.
Specify the Right Screw Feeder for Your Application
Screw feeders are a reliable, space-efficient solution for a wide range of bulk materials handling challenges. From mining and quarrying to chemical processing and waste handling, a properly designed screw feeder improves conveying efficiency, reduces material loss, and supports reliable plant performance under demanding conditions.
Transmin offers a comprehensive range of heavy-duty industrial screw feeders, including standard Scutti models and custom-designed solutions, backed by nearly 40 years of engineering experience.
Get in touch with our team to discuss your application and find the right fit.