Transmin has worked with this Western Australian contracting business (‘the client’) for a number of years, supporting them in successfully delivering their services to end users. For this specific engagement, we designed, manufactured, and supplied complete conveyor components to support their customer’s completion of their Engineering, Procurement and Construction (EPC) contract in the Goldfields-Esperance region.
The Challenge:
The client’s customer needed application-specific conveyor components for their regional EPC project. Having already sold numerous capital items to the client and the project, Transmin became an obvious choice. On top of our quality service, we were able to offer convenience to the client by enabling them to procure a wide range of goods through the one trusted supplier.
The Solution:
Working closely with our Business Develop Manager for Conveyors and our dedicated Conveyor Engineer, we were able to identify and supply the best possible idlers, pulleys and belts for the project. As a distributor of Martin Engineering products, we were also able to provide custom-designed impact beds to suit specific application requirements.
The Challenge:
The client’s customer needed application-specific conveyor components for their regional EPC project. Having already sold numerous capital items to the client and the project, Transmin became an obvious choice. On top of our quality service, we were able to offer convenience to the client by enabling them to procure a wide range of goods through the one trusted supplier.
The Solution:
Working closely with our Business Develop Manager for Conveyors and our dedicated Conveyor Engineer, we were able to identify and supply the best possible idlers, pulleys and belts for the project. As a distributor of Martin Engineering products, we were also able to provide custom-designed impact beds to suit specific application requirements.
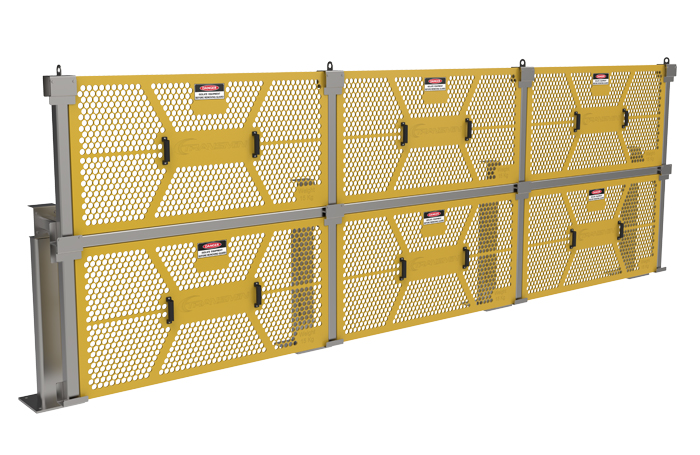
Conveyor systems feature numerous moving parts, including belts, pulleys, and rollers. Coming into contact with these parts can lead to severe injury. In fact, without a physical barrier, personnel are at risk of entanglement, crushing, amputation, and electrical shock.
That’s why having an effective conveyor guarding system is so important.
What is conveyor guarding?
Conveyor guarding is a key safety measure to ensure safe operation and maintenance of conveyor equipment in industrial environments. By installing protective barriers, covers, and devices around your conveyor system, you’re minimising the risk of injury in the workplace and protecting the people who operate and maintain your system.
Essential conveyor guarding components
Protects workers from moving parts
To ensure staff safety, it’s vital to install fixed belt conveyor guarding that acts as a solid barrier between people and machinery. Where pulleys and rotating components are exposed, fencing should also be installed to isolate these hazards and prevent accidental contact. This simple measure greatly reduces the risk of entanglement and other serious injuries.
Where powered conveyors transfer goods to idle rollers, pop-out rollers should be installed. These mitigate against trapping hazards by releasing under pressure, preventing crush injuries in transfer zones. Additionally, any crossovers should be equipped with stairs and sturdy handrails, giving workers a safe way to pass over conveyors without stepping onto or across the moving system.
Complies with safety standards and regulations
Conveyor guarding requirements are outlined in AS/NZS 4024.3610, the primary standard governing the safe design, installation, and maintenance of all conveyor systems. Depending on the type of system, this may be applied alongside other conveyor guarding standards, including AS 4024.3611 (belt conveyors for bulk material handling) and AS 4024.3614(mobile and transportable conveyors). Together, these form part of the AS 4024.1 Safety of Machinery series, which aims to minimise health and safety risks throughout a conveyor’s lifecycle, whether installed above or below ground.
Compliance with these standards also supports obligations under Work Health and Safety (WHS) regulations, which require employers to identify and control hazards to protect workers and others in the workplace. Regular inspection, proper guarding, and adherence to AS/NZS guidelines ensure conveyors remain both safe and compliant.
Provides easy access for maintenance without compromising safety
Safe access for maintenance teams can be achieved through thoughtful design and proper safety integration. While fixed guards are always preferable, interlocked guardsare an effective alternative that allows access for maintenance personnel while maintaining safety.
Conveyors should also feature emergency stop controls positioned within easy reach along maintenance areas, enabling quick shutdowns if needed. Where possible, design the system with maintenance in mind, such as including hinged or removable guards, slide-out components, and remote lubrication points. This approach allows technicians to perform essential work efficiently without compromising safety or compliance.
Uses durable materials suited for the environment
In mining and other heavy-duty industrial environments, conveyor guarding systems must withstand harsh operating conditions. Common durable materials include:
UHMWPE (Ultra-high-molecular-weight polyethylene)
Stainless steel 316
Galvanised steel
By combining these materials strategically, you can maximise the lifespan and reliability of your conveyor guarding infrastructure.
Conveyor guarding with Transmin ConveyorPro
Transmin ConveyorPro is a global provider of GuardLitePro, a lightweight, high-performance UHMWPE guarding solution. GuardLitePro is designed to fit a wide range of conveyors, from heavy-duty mining to mineral processing applications.Want to learn more about our conveyor guarding solutions? Get in touch today, and our experienced team will help you find the right fit for your needs.
Conveyor belts are essential to the resources and bulk materials handling industries, ensuring the smooth flow of materials and products. They can withstand the rigours of moving thousands of tons of rock, sand, gravel, and aggregate to their final destination. Like all complex machinery and equipment, conveyor belts require ongoing care to maintain their lifespan and ensure peak performance.
In this article, we explain how to maintain and clean conveyor belts to keep them moving materials efficiently for as long as possible.
The importance of conveyor belt cleaning
Robust conveyor belt systems play an important role in production efficiency, and their longevity. can directly affect your bottom line. Considering that this equipment is exposed to harsh conditions and challenging materials, it’s essential that it is properly taken care of. With proactive maintenance and regular cleaning, you can ensure a longer life for your conveyor belts, reducing downtime and enhancing operational efficiency.
How to clean and maintain conveyor belts
Regular inspection and conveyor system maintenance
Identifying issues early is the key to extending the lifespan of your conveyor belts. Regular maintenance helps prevent further damage and costly downtime by addressing problems promptly.
Start with routine inspections, including visual checks for:
Belt wear or damage, such as fraying, tearing, or abrasion
Misaligned or improperly tensioned belts
Signs of damage on pulleys, rollers, and bearings
Damage or lubrication issues on drive components
Beyond inspections, maintenance should include greasing roller bearings, removing dirt and debris, and always tagging and locking out conveyors before work begins. Finally, communicate with workers to capture any operational issues they’ve noticed, supporting both conveyor longevity and safety.
Implementing effective conveyor belt cleaning practices
Dirt, debris, and spilled materials are some of the most common causes of premature conveyor belt wear. When left unchecked, these materials can build up along the belt surface, get caught in rollers, or even embed into the belt itself, leading to abrasive wear and costly damage over time. Regular cleaning should be scheduled as part of your overall maintenance plan, with the frequency tailored to how heavily your conveyor is used and the type of material it transports. For example, belts that handle fine powders or sticky substances may require more frequent cleaning than those moving dry, solid products.
It’s also essential to use cleaning methods and products suited to your specific belt type, as harsh chemicals or improper tools can cause unnecessary damage. In addition to extending the lifespan of the belt, keeping the system clean improves efficiency, reduces the risk of product. contamination, and creates a safer working environment.
Conveyor belt scraper and cleaners
Keeping your conveyor belts clean is essential for safety, efficiency, and belt longevity. ConveyorPro offers a range of belt cleaners, including primary and secondary scrapers, suitable for a variety of applications. Our scrapers are spring-tensioned for optimal belt contact and cleaning performance, and feature universal mounting plates for easy installation on chutes or open-head conveyors. With options designed for both local and international standards, you can select the solution that fits your system’s needs.Browse our extensive range of Conveyro Pro belt cleaners or contact us to find the right belt cleaner for your needs.
The process of moving bulk materials involves a range of systems that are essential for long-term performance and reliability. The conveyor belt is a crucial component, however, the accessories that make up the complete system are equally important.
Your conveyor belt system should help you operate at peak efficiency with minimal downtime and maintenance issues. If you’re experiencing constraints with your current setup, the solution is often not a complete overhaul but simply adding the right accessories that can make a significant difference.
This article will guide you in selecting the right conveyor belt accessories for your needs, highlighting their benefits and key application areas.
The importance of conveyor belt accessories
Conveyor belt accessories play a vital role in preventing common issues and ensuring smooth operation across your material handling system. When properly selected and applied, they help reduce downtime caused by belt slippage, misalignment or product buildup. They also minimise maintenance requirements, saving both time and money, while extending the life of your conveyor belt and associated components. In addition, the right accessories enhance operator safety by reducing potential hazards and support productivity through a smooth and consistent flow of materials.
Accessories may seem like small components within a larger system, but their impact on reliability, safety and lifecycle costs is significant.
Types of conveyor belt accessories
Belt Skivers: Tools used to remove the top cover of a conveyor belt to prepare it for mechanical fasteners or splicing.
Belt Clamps: Temporary fixtures used to securely hold a conveyor belt in place during installation, maintenance or repair.
Belt Lifts: Devices designed to safely raise and support a conveyor belt to allow access to rollers or other components underneath.
Splicing Compounds: Specialised bonding materials used to join conveyor belt ends together to form a strong, durable splice.
Belt Cutters: Tools designed to cut conveyor belts cleanly and accurately to the required length or for repair preparation.
Belt Fasteners: Mechanical joining systems used to connect the ends of a conveyor belt and create a continuous loop
How to choose conveyor belt accessories
When selecting conveyor belt accessories, consider several key factors to ensure your system delivers the best performance and long-term reliability. These include:
Material type: Heavy and abrasive materials have different equipment requirements from wet and sticky materials. The characteristics of the material you are conveying should be considered so you can find the right solution to manage wear, build-up and flow.
Operating Environment: Conditions such as temperature, moisture and chemical exposure can affect the performance and longevity of accessories, so materials and designs should be chosen accordingly.
Performance and Durability Requirements: Consider how much throughput, speed and duty your system needs to handle. Higher demands require more robust accessory options that can withstand extended use.
Safety Considerations: Accessories should support safe operation and maintenance, complementing safety systems such as guarding to reduce personnel risk.
Taking these factors into account can help you select the right accessories to keep your system operating efficiently, reliably and safely.
Transmin ConveyorPro accessories
Transmin ConveyorPro offers a wide range of belting accessories in various shapes and sizes, all designed to help your conveyor belt move product smoothly and efficiently from one point to the next. With ongoing technical support to ensure the right product selection and a broad range of accessory options tailored to your requirements, Transmin stands out among leading conveyor belt accessories suppliers
Reach out to the Transmin team to find the ideal accessories for your conveyor system and maximise performance, reliability and uptime.